
In mining operations, apron feeders are generally located under RoM bins or underground in a dusty, hot or wet tunnel fed from a RoM stockpile, and are typically used to provide the means of moving coarse material when it first enters a processing plant. The location of the assets and the nature of the coarse material they move means that they are subject to often harsh operating conditions and wear over time. As these assets are typically not in a redundant configuration, a functional failure can potentially cause undesirable production losses. Consequently, as part of an Asset Management strategy for apron feeders, an appropriate maintenance program needs to be developed that maximises uptime and ensures that preventive maintenance is both applicable and effective.
Developing your maintenance strategy
The criticality of an equipment item (in terms of the potential consequences of its failure) typically determines the level of rigour to be applied in developing the preventive maintenance program for that equipment. In this case, as Apron Feeders tend to be critical in terms of their impact on production output, the maintenance program would ideally be developed using a Reliability Centred Maintenance approach that considers all possible failures. However, as a minimum, original manufacturer recommendations can often provide a starting point that can be adapted to suit individual site needs. While an apron feeder is comprised of many sub-systems and assemblies that require consideration for maintenance, let’s just look at the example of the master link.
Example: choosing an effective strategy for master link maintenance
Apron feeders, especially ones that use Caterpillar chains, have a component called a “master link”. The function of the master link is to provide a method of attachment that provides an easy way to replace individual sections of the drive chain. Consequently, several master links are typically found in the full length of the drive chain.
A master link comprises of a split chain link, bolted together. The bolts are required to be fitted dry without thread lubricant and tightened to a stated torque using a torque wrench.
Strategy 1: Condition monitoring
The integrity and on-going required functional performance of the master link could be assured through periodic inspection (condition monitoring) established as part of the maintenance program. However, in order to perform the inspection, the following would need to be performed:
- The master link to be worked on, needs to be positioned at the rear of the feeder, clear of the feed chute.
- Machine guards need to be removed to allow access to the chain;
- Three flight plates, each with around eight securing bolts, need to be removed to obtain access to the master link securing bolt heads. As these are heavy items, lifting gear will be required to help remove and then reinstall them;
- Any built up material will need to be removed to allow inspection of the master link for any damage or cracks; and
- The torque on the master link securing bolts needs to be checked and adjusted as needed.
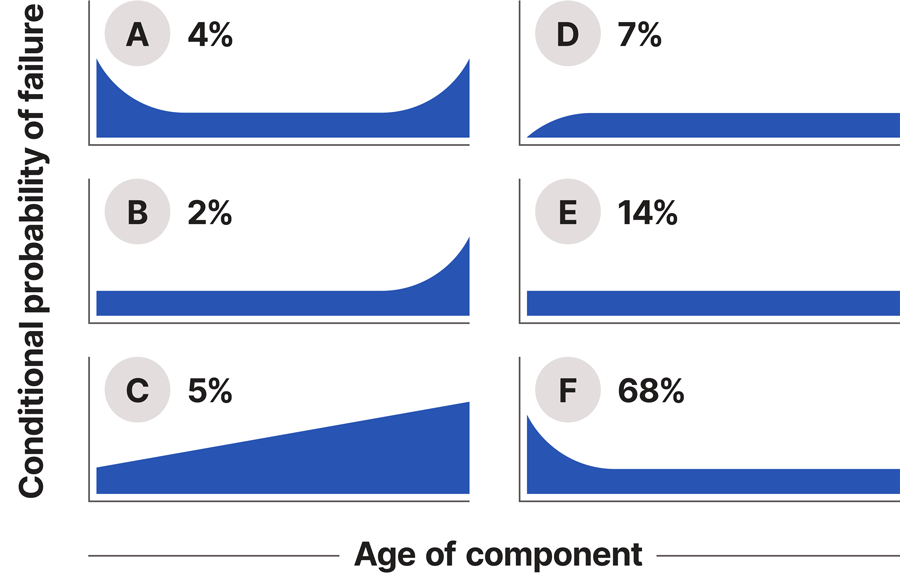
The flights and machine guards then need to be re-installed when returning the apron feeder back to operational use. In re-installing the flight plates, each of the flight plate securing bolts also need to be tightened. If one bolt is incorrectly fitted or not properly tightened, the chance of a loosened bolt catching on the structure and causing a chain failure is very high. In RCM terms, the chances of a Failure Pattern Type F (early life failure following the inspection) is high – in other words, there is a high probability that the “preventive” maintenance task could actually cause the failure to occur, rather than prevent it.
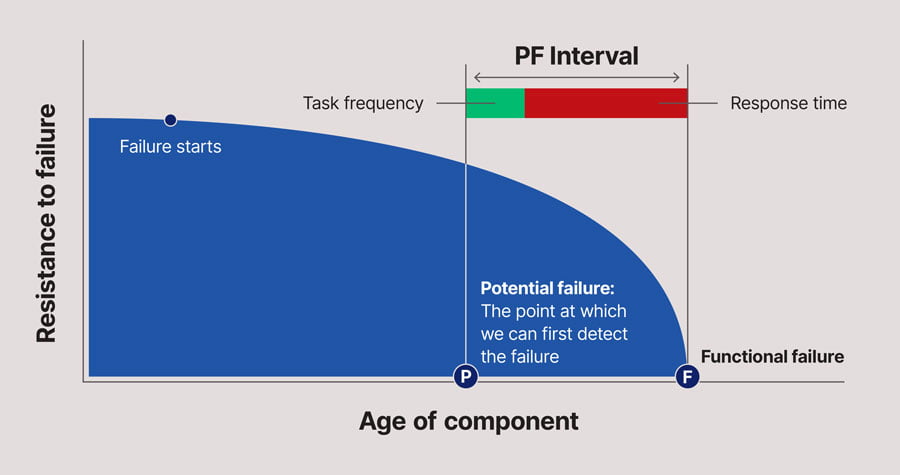
To minimise this risk, any instruction developed for performing the inspection should consider incorporating hold points for Supervisor QA when the task of fitting and tightening the flights bolts is reached, thereby reducing the risk of human error introducing an unwanted failure mode but at the cost of more time needed to complete the inspection activity. The frequency of performing this inspection is determined by the PF Interval associated with the failure mode, which in this case would depend upon factors such as the operating cycle for the apron feeder and type of coarse material that is loaded onto the feeder.
Overall, the process of performing the inspection would consume a significant amount of time and resources and potentially introduce other human-error based modes of failure, not to mention the planned downtime that would need to be scheduled to perform the inspection. Consequently, the applicability of the maintenance operation in addressing the failure mode needs to be balanced against its effectiveness to the business as a whole.
Strategy 2: Fixed interval replacement
Alternatively, if it can be clearly demonstrated that the failure mode is age-related – that is, that the conditional probability of this failure mode occurring increases with age, and that we can state with a reasonably high degree of certainty the age at which the probability of this failure mode occurring starts to rapidly increase in this particular application (that is, it complies with Failure Pattern B in Figure 1), then fixed interval replacement of the link may be both applicable and effective. However, to support this strategy, sufficient good-quality data would be required regarding the frequency of this failure mode occurring. In most organisations, data to this level of granularity is simply not available, so adopting this strategy also comes with some risks.
Strategy 3: Run to fail
A third alternative strategy could be to consider a ‘run to fail’ approach with a contingency work pack in place with:
- An instruction developed for the removal and replacement of the failed master link;
- The development of an inspection for the specialist tools to be used to remove the master link (a track pin press, correctly sized for the chain);
- Identification of all tools and supporting equipment needed to complete the repair, and
- Stocks of master links in the warehouse as a catalogue inventory item.
There is no one right approach, but whether it is scheduled inspection, fixed interval replacement or run to fail, the approach to be used needs to be determined based on the effectiveness of each strategy in meeting business outcomes, which in turn depends on the criticality of the apron feeder to overall operations. Another option would be to totally remove or reduce the number of master links in a chain, thereby reducing the need for maintenance, however, such and idea would need proper engineering analysis as part of a formal management of change process.
Other failure modes to consider
Some other failure modes worthy of consideration include:
Tail roller wear
Roller wear is typically caused by spill carried back into the tail by the chain. The spillage is caused by the sacrificial skirting on the feed chute being allowed to become worn away. In general, the smaller the gap between the sacrificial skirting and the flight plates, the less the spillage. Spillage also has direct influence on the tracking of the feeder and wear on the chains, , rollers, drive sprocket and tail rollers and therefore has a large financial impact on the maintenance budget, as well as the huge effort required to change-out the major components of the feeder. A periodic inspection and condition assessment/replacement program on the sacrificial skirting will support minimising the instance and impact of spillage and thereby help reduce component wear and increase component life.
Chain stretch
Chain stretch on an apron feeder can eventually reach the point that the chain stretches past its design point and snaps, causing significant down time. An appropriate inspection should be developed to take measurements on determining when chain tension needs to be adjusted and links replaced. A go-no-go gauge is available from OEMs to support measurement.
Snapped carry roller shafts
For some types of apron feeder, the design uses a large steel shaft with carry rollers pressed onto the ends of the shaft rather than the small single rollers to carry the chain as is typical in a Caterpillar based design. In one instance in our experience, a catastrophic failure occurred when one of the shafts snapped at a roller. The roller was carried down the chain until it stopped at the tail, jamming the tail roller. With no master links installed due to the chains being part of the flights, the drive kept trying to turn the feeder causing the tail of the apron feeder to break away from the structure and lift upwards like a banana until the chain broke. Even after the chain failure, the drive continued to operate causing the feed hopper to drop through the discharge chute, overloading the mill feed conveyor, bursting the discharge chute, burying the feeder, until the heap was high enough to block the feed hopper. This catastrophic failure resulted in five days of plant downtime while the apron feeder was repaired. If this type of design is installed, appropriate maintenance strategies need to be developed to ensure the integrity and continuing operation of the carry rollers.
Work management process failure
Sites will have often developed appropriate and effective maintenance programs for their apron feeders with detailed inspection sheets and comprehensive reporting that can include photographs, marked-up diagrams, and recorded measurements that would support subsequent decision making and the next course of required action. However, these inspections are of little value and present a risk to the business if the subsequent decision making is not made by an appropriate competent and authorised individual who can determine the course of action once a defect has been identified. This is where the Maintenance Planner and/or Supervisor needs to ensure that, when closing the associated Work Order, not only are all relevant details captured in the CMMS but that the relevant inspection reports are forwarded to an appropriate competent and authorised individual for subsequent decision making, i.e. not just placed in an archival storage box.
Where to from here?
Using this example of apron feeder maintenance, we can see how all process equipment are able to cause major production issues and costs if not properly maintained. Having the correct strategies in place to support your business needs can ensure that production downtime is minimised within accepted limits. As an asset management, maintenance and reliability consultancy, we can assist you developing and implementing the required strategies to ensure your assets are supporting you business objectives. Speaking to one of our expert consultants is an excellent way to start, as we can help to examine your specific challenges and provide advice on what action should be taken.